Саратовская система качества. Национальные концепции управления качеством
 В начале 1960-х годов на одном из машиностроительных предприятий Саратова сложилась система бездефектного изготовления продукции (БИП), система контроля и стимулирования сдачи продукции службе ОТК с первого предъявления.
В начале 1960-х годов на одном из машиностроительных предприятий Саратова сложилась система бездефектного изготовления продукции (БИП), система контроля и стимулирования сдачи продукции службе ОТК с первого предъявления.
Например, один рабочий делает за смену 20 деталей, но 5 из них бракуются ОТК. Другой — только 18 деталей, но брак — 3 детали. И хотя итоговый выход у обоих рабочих одинаков (по 15 деталей), сдача с первого предъявления у второго рабочего выше, чем у первого (соответственно 75 и 83 процента).
Это и отражается на конечной оценке их труда (место в соцсоревновании, премии и т. д.). Таким образом, качество труда также стало измеряться — как и выполнение плана — по количеству.
Казалось бы, простое условие — сдача с первого предъявления. Но выполнение его потребовало большой и напряженной работы. Теперь в фокусе внимания стал труд производителя. Досконально уяснили причины появления брака. Затем последовала разработка целого ряда специальных мероприятий по его устранению.
Особое внимание обратили на соблюдение проектных и технологических требований, а также повышение личной ответственности исполнителей за качество выпускаемой продукции (раньше эта ответственность лежала, по существу, только на ). Введены новые способы материального стимулирования.
По сути дела, саратовская система стала средством повышения качества не столько продукции, сколько труда ее изготовителей. Поэтому система оказалась наиболее эффективной там, где высокое качество продукции было уже заложено в конструкции и технологии и где была достаточно совершенная организация производства.
В других случаях система требовала доработки. Принципы саратовской системы к концу 1960-х годов широко применялись по стране, повсюду возникали усовершенствованные, а иногда совсем новые системы управления качеством.
Во Львове примерно к 1967-1968 годам сформулировалась система бездефектного труда (СБТ). Казалось бы, принципиально ничего нового по сравнению с саратовской. Там ведь тоже был, по существу, бездефектный труд. Но в саратовском варианте имелся в виду труд только непосредственных изготовителей. А здесь?
Директор Львовского производственно-технического объединения имени 50-летия Октября М. С. Вороненко: Для каждого исполнителя запланирована четкая программа действий в виде задач, отражающих количественную и качественную стороны его деятельности, и определена соответствующая мера ответственности.
Оценка качества труда каждого исполнителя, по каждому участку, цеху, отделу и в целом по предприятию проводится с помощью специальных коэффициентов качества. Внедрение системы позволило резко поднять качество продукции без больших затрат.
Заметим, что на долю инженерно-технического состава цехов, отделов и вспомогательных служб (включая конструкторов, технологов, энергетиков, механиков, снабженцев, экономистов, управленцев и т. д.) в среднем по львовским предприятиям приходится до 40-60 процентов работающих.
Таким образом, от качества их труда в целом, в конечном счете, и зависит качество выпускаемой продукции. В этом заключалось принципиальное усовершенствование саратовской системы, проведенное во Львове (статья в «Правде» летом 1971 года об этом так и называлась — «Львовский вариант»).
Коэффициенты труда
При подведении итогов работы за неделю или месяц стали учитывать все случая дефектов, отклонений от норм или нарушений, связанных со снижением качественных показателей труда. Каждое «снижение» имеет свой норматив (например, один процент продукции, возвращенной службой ОТК,- 0,01, одно нарушение технологического процесса — 0,05 и т. д.).
В итоге коэффициент качества труда определяется вычитанием из единицы (максимальное значение) суммы всех «снижений».
При коэффициенте 0,85 и более подразделение получает оценку «пять» и выплачивается 100 процентов премии; при 0,75-0,84 — «четыре» и 85 процентов; при 0,61-0,74 — «три» и 70 процентов; при 0,50-0,60 — «два» и соответственно выплачивается только 50 процентов премии.
Право на присуждение призовых мест в соцсоревновании предоставляется только при оценке за качество не ниже «четырех» (здесь приведен только один из примеров — на разных предприятиях действуют различные схемы).
Система потребовала тщательного пересмотра и всех технологических операций (не только основных, но и вспомогательных), а также норм выработки. Была проведена переаттестация работников всех цехов и служб.
Наиболее квалифицированным рабочим было разрешено работать на самоконтроле — с личным клеймом. Организационные мероприятия сопровождались внедрением новой техники и прогрессивной технологии.
Система бездефектного труда оказалась весьма эффективной и гибкой, но все же и она не гарантировала высокого качества продукции («уровня мировых стандартов»), если, к примеру, в проекте или опытном образце оно не заложено изначально. Нужны были единые и универсальные принципы системного управления качеством.
Период индустриализации в России характеризуется вниманием к улучшению качества продукции. Начали проявляться тенденции к созданию системного подхода в управлении качеством продукции. Так, в 1950-е гг. получила распространение саратовская система организации бездефектного изготовления продукции и сдачи ее с первого предъявления (БИП). Цель такой системы заключалась в создании условий производства, обеспечивающих изготовление рабочими продукции без отступлений от технической документации. Главным критерием, применяемым для количественной оценки качества труда рабочего, явился процент сдачи продукции с первого предъявления, который исчисляется как процентное отношение количества партий, принятых с первого предъявления, к общему количеству партий, изготовленных рабочим и предъявленных ОТК. От процента сдачи продукции с первого предъявления зависело по определенной шкале материальное и моральное стимулирование исполнителя. Моральное стимулирование было выражено в присвоении таких званий, как «Мастер золотые руки», «Отличник качества» и т. п. Со временем изменились функции отдела технического контроля - контроль осуществлялся выборочно, больше внимания уделялось самоконтролю. Именно он позволял обнаруживать дефекты, не зависящие от рабочего, что привело к проведению среди руководства «Дней качества» и созданию постоянно действующих комиссий по качеству. На ряде предприятий процент сдачи с первого предъявления партий продукции был заменен на процент числа рабочих дней без брака от общего числа рабочих дней.
Основные достоинства системы, бездефектного изготовления продукции (БИП):
Четкое выполнение технологических операций;
Эффективное использование морального и материального поощрения рабочих за качество их труда;
Повышение персональной ответственности рабочих за качественные результаты своей деятельности;
Создание предпосылок для широкого развертывания движения за повышение качества продукции. Основные недостатки системы бездефектного изготовления продукции (БИП):
Ограниченная сфера действия, так как система распространялась только на рабочих цехов основного производства;
Система не учитывала многообразие недостатков и различную степень их влияния на качество выпускаемой предприятием продукции. Распространение системы: она нашла отражение в зарубежных программах «ноль дефектов» и сохранилась во всех отечественных. Более того, когда отмечалось десятилетие КСУКП, то она была зарегистри-рована только на 30 тыс. предприятиях, а БИП к этому времени - на 60 тыс.
-
Система организации бездефектного изготовления продукции и сдачи ее с первого предъявления (БИП ). Период индустриализации в России характеризуется вниманием к улучшению качества продукции . -
Система организации бездефектного изготовления продукции и сдачи ее с первого предъявления (БИП ).
БИП -
Система организации бездефектного изготовления продукции и сдачи ее с первого предъявления (БИП ).
БИП -
Система организации бездефектного изготовления продукции и сдачи ее с первого предъявления (БИП ).
Формы и способы этого управления за тысячелетия постоянно менялись и совершенствовались. Первые упоминания о стандартах в России были отмечены во времена... -
Система организации бездефектного изготовления продукции и сдачи ее с первого предъявления (БИП ).
БИП и СБТ устраняли отрицательные субъективные причины; устранение объективных причин началось со с... подробнее ». -
Система бездефектного труда (СБТ). Принцип БИП , распространенный затем на
сдаче экзаменов, подготовке к контрольным работам и т.д
Особенность системы : она выходит за рамки стадии изготовления продукции и охватывает... -
Система КАНАРСПИ (качество, надежность, ресурс с первых изделий). БИП и СБТ устраняли отрицательные субъективные причины; устранение объективных причин началос.
Комплексные системы управления качеством продукции (КСУКП). -
Шпаргалки на телефон - незаменимая вещь при сдаче
Эффективность системы план-ния определяется в значительной мере уровнем ее организации
покупаемых материально-технических ресурсов и реализуемой продукции ; 6. состав и... -
Шпаргалки на телефон - незаменимая вещь при сдаче экзаменов, подготовке к контрольным
Если автором письма является организация , письмо пишется от третьего лица.
Целью этих мероприятий является привлечение новых партнеров и клиентов к продукции фирмы. -
Цеховая себестоимость продукции определяется суммой затрат всех цехов предприятия при цеховой системе управления предприятием. Она включает затраты на производство продукции , связанные с ее изготовлением с добавлением расходов по управлению и...
Найдено похожих страниц:10
Рассматривая развитие идей по обеспечению качества в мировой науке, вклад в нее выдающихся специалистов по качеству, необходимо обратиться к отечественному опыту. Следует отметить, что в бывшем СССР системному управлению качеством уделялось большое внимание. Среди систем управления качеством, получивших широкое распространение на предприятиях бывшего СССР, следует прежде всего назвать саратовскую систему бездефектного изготовления продукции (БИП), львовскую систему бездефектного труда (СБТ), горьковскую систему "Качество, надежность, ресурс с первых изделий" (КАНАРСПИ), ярославскую систему научной организации работ по повышению моторесурса (НОРМ), львовскую комплексную систему управления качеством продукции (КС УКП) и другие, основные характеристики которых приведены в табл. 5.1.
В СССР начало деятельности в области формирования систем управления качеством было положено созданием





Системы бездефектного изготовления продукции (БИП).
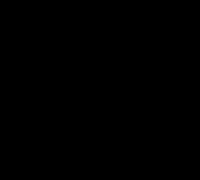
Разработанная на машиностроительных предприятиях Саратовской области в середине 1950-х гг., система БИП была направлена на создание условий, обеспечивающих изготовление продукции без отклонений от технических условий. Система БИП основана на количественной оценке труда рабочих, которая характеризуется процентом сдачи продукции с первого предъявления за отчетный период. Введение впервые в мировой практике количественного показателя качества труда создало возможность непрерывно контролировать изменение этого показателя и применять оперативные меры при тенденции к ухудшению, т.е. управлять качеством труда отдельного исполнителя, бригады, участка, цеха. Соответственно, в зависимости от значения коэффициента качества труда (ККТ) устанавливался размер материального стимулирования (премии) и морального поощрения. Коэффициент качества труда ККТ (БИП) определялся по формуле
![]()
где N - изделия или партии изделий, предъявленные ОТК на контроль, шт.; п - изделия или партии изделий, принятые ОТК с первого предъявления, шт.
В табл. 5.2 приведен пример построения системы материального стимулирования рабочих за качество труда в зависимости от уровня ККТ.
Система БИП предусматривала не только материальное, но и моральное стимулирование за высокое качество работы исполнителей. Работникам, в течение длительного времени имеющим высокий ККТ, присваивались почетные звания "Мастер золотые руки", "Отличник качества".
Таким работникам решением специальной комиссии предприятия могло быть предоставлено право личного клеймения продукции без предъявления ОТК.
Развитием системы БИП стала львовская Система бездефектного труда (СБТ), разработанная в 1970-х гг.
В системе СБТ принцип оценки качества труда, применяемый в системе БИП для рабочих, распространен на инженерно-технических работников и служащих. При этом в основу стимулирования был положен коэффициент качества труда (ККТ (СБТ)), который рассчитывался по формуле
где а1.........ал - коэффициенты снижения; п ........я/ - количество соответствующих дефектов в работе; В1.......8/ - коэффициенты повышения; т........пу - количество соответствующих факторов повышения качества труда.
Соответственно, размер материального вознаграждения (или штрафа) определялся в зависимости от ККТ (СБТ) на основе разработанных шкал, аналогичных представленной в табл. 5.2.
Система СБТ предусматривала материальное стимулирование, размер которого зависел от ККТ. В табл. 5.3 и 5.4 приведены примеры коэффициентов снижения и повышения ККТ (СБТ) для технического персонала службы ремонта оборудования машиностроительного предприятия.
Система КАНАРСПИ ("Качество, надежность, ресурс с первых изделий") была разработана на горьковском авиационном заводе. КАНАРСПИ использовала основные принципы БИП и СБТ, но являлась дальнейшим развитием этих систем, так как объектом управления в системе было не только качество изделия, качество труда одного работника, но и качество работы всего коллектива. Главное в системе - тщательная отработка элементов изделия и технологического процесса при подготовке и производстве продукции. Система предусматривала проведение испытаний элементов конструкции и элементов технологического процесса и последующую доработку изделия и технологического процесса по результатам испытаний. На предприятии создавались службы надежности, координирующие работы по повышению надежности выпускаемой продукции, сбору и обработке материалов по отказам изделий в производстве и эксплуатации.
Система научной организации работ по повышению моторесурса (НОРМ) была разработана на Ярославском моторном заводе. Главным элементом этой системы была организация анализа причин, ограничивающих ресурс двигателя, с последующей разработкой и внедрением мер, направленных па устранение этих причин.
Система определяла последовательность и содержание работ повышения моторесурса при определении его фактического значения, разработке и проверке инженерных рекомендаций по обеспечению планируемого уровня моторесурса, разработке и реализации комплексного плана
Таблица 5.2. Шкала зависимости материального вознаграждения от показателей качества труда
Таблица 5.3. Размер коэффициентов снижения в зависимости от видов дефектов
Таблица 5.4. Размер коэффициентов повышения в зависимости от факторов повышения качества труда
конструкторских и технологических мер по освоению двигателя с новым увеличенным ресурсом.
Эти работы проводились на основе результатов испытаний двигателей на заводе-изготовителе, систематического изучения работы двигателей в течение всего срока службы в различных эксплуатационных условиях у потребителей, анализа материалов ремонтных заводов. Для обеспечения этой работы на предприятии были созданы специальные подразделения:
- o эксплуатационно-исследовательские бюро при отделе Главного конструктора для проведения аналитической работы с базовыми автохозяйствами и ремонтными заводами;
- o рекламационно-исследовательское бюро при ОГК и его подразделения в районах наибольшей концентрации машин в регионах;
- o специальные группы надежности в технологических структурах, занимающихся организацией и координацией проводимых работ по повышению надежности выпускаемой продукции.
Комплексная система управления качеством продукции (КС УКП) базируется на научно-методических разработках сотрудников ВПИИС (в то время - ВНИИ стандартизации), которые проводились в конце 1960-х гг. при поддержке Госстандарта СССР.
Разработки ученых были проверены в широкомасштабном производственном эксперименте на Украине в Львовской области. На основе результатов, полученных в ходе промышленного эксперимента, опыт по созданию комплексных систем управления качеством продукции был рекомендован к широкому внедрению.
КС УКП аккумулировала в себе позитивный опыт предшествующих систем: Саратовской БИП, Горьковской КАНАРСПИ, Ярославской НОРМ и др., а также использовала и зарубежные разработки, известные отечественным специалистам.
В основу КС УКП были положены принципы общей теории управления и разработанная к тому времени национальная концепция управления качеством продукции.
КС УКП базировалась на принципах системно-комплексного подхода, основанного на стандартизации.
КС УКП отличалась следующими характеристиками:
- 1) была сформулирована главная цель системы - обеспечение постоянного роста качества и технического уровня выпускаемой продукции в соответствии с плановыми заданиями, запросами потребителей и требованиями стандартов;
- 2) все действия в рамках системы были сгруппированы в специальные функции;
- 3) предусматривалась многоуровневая организация управления (на уровнях предприятия, службы, цеха, участка, рабочего места);
- 4) стандарты предприятия были использованы в качестве организационно-технической основы системы;
- 5) при создании системы, се внедрении и развитии использовались во взаимосвязи общая теория управления, методы системного подхода и проблемно-целевого управления, меры материального и морального стимулирования повышения качества продукции.
Основными направлениями достижения главной цели системы были:
- o создание и освоение новых высококачественных видов продукции, соответствующих лучшим мировым образцам;
- o повышение удельного веса продукции высшей категории качества в общем объеме производства;
- o улучшение показателей качества путем модернизации выпускаемой продукции;
- o своевременное снятие с производства или замена морально стареющей продукции;
- o обеспечение выпуска изделий в строгом соответствии с требованиями нормативных документов;
- o внедрение в производство новейших достижений науки и техники, передового опыта;
- o совершенствование и развитие форм и методов управления качеством продукции.
КС УКП была первой системой управления качеством продукции, в которой организационно-технической основой управления стали стандарты. Это чрезвычайно важное, принципиальное достижение отечественных специалистов в совершенствовании методов управления качеством продукции. Утвержденные к началу разработки КС УКП стандарты Государственной системы стандартизации (ГСС) мерного поколения узаконили применение такого документа, как стандарт предприятия (СТП), который впоследствии стал основным документом по стандартизации систем менеджмента качества и продолжает оставаться таковым на многих российских предприятиях.
С конца 1970-х гг. в промышленности СССР в соответствии с решением ЦК КПСС работа по созданию на предприятиях комплексных систем управления качеством продукции велась очень активно. В нее включились тысячи предприятий. Общее научно-методическое руководство разработкой и внедрением КС УКП на предприятиях страны осуществляли Госстандарт СССР и его головная научно-исследовательская организация ВНИИС. Госстандарт утверждал и издавал нормативные и методические документы (государственные стандарты, рекомендации, методические указания, инструкции и др.), устанавливающие общие для всех отраслей положения по построению и функционированию систем, по организации разработки и внедрения, осуществлял контроль, вел работу по пропаганде и распространению передового опыта.
С 1980-х гг. стали появляться первые результаты внедрения КС УКП на отечественных предприятиях: номенклатура и ассортимент выпускаемой продукции чаще обновлялись, повышалась ее надежность, улучшались эстетические показатели продукции. Сервисное обслуживание стало признаваться как существенный и необходимый элемент удовлетворения запросов потребителя. Одновременно обнаруживались недостатки, большинство из которых было связано с компанейским подходом, стремлением руководителей предприятий не заниматься работой в области управления качеством, а быстрее отрапортовать начальству. В связи с этим КС УКП на ряде предприятий внедрялись формально и, соответственно, не были эффективны.
В 1978 г. Госстандартом были приняты Основные принципы Единой системы государственного управления качеством продукции (ЕСГУКП). Это свидетельствовало о том, что в стране системы управления качеством получили дальнейшее развитие, вышли на более высокий уровень (отраслевой, региональный, государственный) на базе разработки программ "качество", стали включаться в народнохозяйственные планы. Для осуществления единой технико-экономической политики в области повышения качества па предприятиях, в объединениях, в отраслях разрабатывались и внедрялись системы управления качеством, учитывающие положения ЕСГУКП.
Главной целью ЕСГУКП было планомерное обеспечение всемерного использования научно-технических, производственных и социально-экономических возможностей для достижения постоянных высоких темпов улучшения качества всех видов продукции в интересах повышения эффективности общественного производства и экспорта. ЕСГУКП представляла собой совокупность мероприятий, методов и средств, обеспечивающих координированные действия органов управления для достижения главной цели системы. Данная система была реализована на всех уровнях управления (межотраслевом, отраслевом, объединения или предприятия), а также в территориальном разрезе и на всех стадиях жизненного цикла продукции. Система ЕСГУКП была направлена на обеспечение единства и взаимосвязи технических, экономических, социальных и организационных подсистем, обеспечивающих повышения качества продукции. В рамках Единой системы реализовывался большой круг специальных функций управления - от прогнозирования потребностей, планирования повышение качества продукции, организации разработки, подготовки и обеспечения производства всеми видами ресурсов до стимулирования повышения качества продукции и государственного надзора за ее внедрением.
Между тем эффективная реализация этой системы предполагала централизованное управление и планирование, что в условиях перехода к рыночной экономике практически потеряло свою актуальность.
В 1986 г. институтам Госстандарта и его организациям в административном порядке было запрещено заниматься проблематикой управления качеством и оказанием предприятиям какой-либо помощи в разработке, внедрении и совершенствовании комплексных систем управления качеством продукции. Таким образом, отечественные разработки и накопленный опыт управления были практически отвергнуты. Начавшийся процесс широкого движения за улучшение качества отечественной продукции на основе прогрессивной передовой методологии стал затухать и в начале 1990-х гг. практически прекратился.
Парадокс заключается в том, что именно в этот период ИСО разработала и опубликовала стандарты по управлению качеством ИСО серии 9000. Причем инициатива разработки этих стандартов принадлежала СССР.
В 1978 г. президент ЕОК (Европейской организации по качеству), которым был в это время представитель СССР, обратился к президенту ИСО, которым был председатель Госстандарта СССР В. В. Бойцов, с предложением подготовить на основе накопленного опыта стандарты ИСО по управлению качеством. Предложение было принято, и в рамках ИСО началась работа над первыми международными стандартами по управлению качеством продукции. Активное участие в создании стандартов ИСО серии 9000, в том числе терминологического стандарта ИСО 8402, приняли представители многих стран. Большой творческий вклад внесли ученые и специалисты Англии, Германии, Швейцарии, Чехословакии, США. К сожалению, участие специалистов Советского Союза в этот период было меньшим, чем следовало: процессы, происходившие в стране, затрудняли их участие в работе ИСО/ТК 176. Поэтому сейчас, когда говорят об истории создания стандартов ИСО, редко вспоминают, кому принадлежит инициатива их разработки.
1.3.2. Саратовская система бездефектного изготовления продукции – БИП
Одной из первых попыток повышения качества труда и обеспечения заданного уровня качества продукции является Саратовская система БИП, разработанная в 1955 г. на одном из машиностроительных заводов г. Саратова, основанная на принципе бездефектного изготовления продукции, сдачи ее ОТК с первого предъявления и количественной оценки труда исполнителей. Основные принципы этой системы следующие:
– Непосредственный исполнитель несет полную ответственность за качество выполняемой работы.
– Не допускается каких-либо отступлений от требований технической, технологической или другой документации.
– Запрещается оформлять временные разрешения на сдачу ОТК продукции, изготовленной с отступлениями от требований документации.
– Не допускается составления ведомостей дефектов работниками ОТК при приеме продукции.
– Исполнитель предъявляет продукцию ОТК, предварительно полностью проверив ее и убедившись в отсутствии дефектов.
– Продукция, имеющая неисправимые дефекты, отделяется самим исполнителем и отдельно предъявляется ОТК для оформления листа о браке.
– ОТК возвращает всю продукцию исполнителю на доработку при обнаружении первого же дефекта.
– Последующее предъявление продукции ОТК осуществляется с разрешения руководства предприятия (цеха).
Усиленное функционирование этой системы требовало от инженерных и вспомогательных служб цеха, участка, всего предприятия четкой организации и обеспечения всем необходимым.
Система включала ряд взаимоувязанных, организационных, технологических, экономических, социальных и правовых мероприятий, обеспечивающих условия для изготовления бездефектной продукции в соответствии с требованиями нормативной документации на ее. В системе предусматривалось постоянное совершенствование производственных процессов, обеспечение технологической дисциплины и ритмичности работы, повышение квалификации исполнителей, применение установленных методов и форм контроля качества продукции.
Одним из условий обеспечения функционирования системы являлось наличие эффективного технического, административного и общественного контроля, своевременно обнаруживающего дефекты в продукции и оперативное их предотвращение.
Впервые в системе осуществлялась количественная оценка как коллективов производственных подразделений, так и труда каждого исполнителя. Оценочными критериями являлись такие показатели, как процент сдачи продукции с первого предъявления, процент возврата продукции от подразделений потребителей, потеря от брака, выполнение мероприятий по улучшению качества продукции.
Система способствовала переходу на работу с личным клеймом и сдачи продукции по доверенности ОТК. С правом самоконтроля работали отдельные исполнители, бригады, участки и цеха. Были звания «отличник качества», «мастер золотые руки» и др.
В рамках системы регулярно проводились «Дни качества», на которых критическому анализу подвергались итоги работы по обеспечению установленного качества продукции и разрабатывались мероприятия по улучшению качества, определялось моральное и материальное стимулирование работ по качеству. Дни качества проводились на всех уровнях.
С начала 60-х годов саратовская система широко распространилась на предприятиях всех отраслей промышленности в СССР. На львовском заводе телеграфной аппаратуры эта система модернизировалась в систему бездефектного труда (СБТ).
| Предыдущая |
Cтраница 1
Система бездефектного изготовления продукции, нашедшая широкую поддержку на нашем заводе, предусматривает строгий входной контроль сырья и материалов, поступающих на завод. Нередко проверка показывает, что некоторые партии каучуков, кордов и материалов имеют низкое качество.
Система бездефектного изготовления продукции представляет собой комплекс технических, организационных и воспитательных мероприятий, направленных на систематическое повышение качества машин, осуществляемых на всех стадиях и участках производства. Она основывается на четкой организации работы всего коллектива над повышением качества продукции и строгой ответственности каждого исполнителя за качество выполняемой им работы. Система требует непрерывного технического и организационного совершенствования производства, в результате которого ослабляется влияние исполнителя на качество продукции.
Система бездефектного изготовления продукции и сдачи ее с первого предъявления требует от каждого члена коллектива высококачественного выполнения порученной ему работы. Внедрение этой системы должно сопровождаться широкой воспитательной работой в коллективе, имеющей целью привить каждому исполнителю чувство высокой ответственности за порученное ему дело, нетерпимость к нарушениям и недостаткам в производстве.
Система бездефектного изготовления продукции, зародившаяся на предприятиях Саратова, с успехом объединяет, концентрирует и координирует усилия конструкторов, технологов и производственников в борьбе за улучшение качества продукции. Проверка этой системы на практике закончена, результаты убедительно подтвердили ее жизненность и высокую эффективность.
Система бездефектного изготовления продукции исходит из диалектической неразрывности понятия качества и количества продукции, из того, что улучшение качества изделия является одним из основных средств повышения производительности труда - важнейшего условия успешного решения задачи создания материально-технической базы коммунизма. Идеологическую основу системы составляет повседневное воспитание у работающих коммунистического отношения к труду, чувства высокой ответственности за качество выполняемой работы.
Система бездефектного изготовления продукции и сдачи ее ОТК с первого предъявления не только опирается на рабочих - новаторов и передовиков, но и вовлекает в борьбу за повышение качества весь производственный коллектив.
Система бездефектного изготовления продукции и сдача ее ОТК с первого предъявления устанавливает полную ответственность за качество продукции самих исполнителей: рабочих, мастеров, руководителей предприятий, роль которых в обеспечении качества изделий является главной и решающей.
Система бездефектного изготовления продукции и сдача ее ОТК с первого предъявления устанавливает полную ответственность за качество продукции самих исполнителей - рабочих, мастеров, руководителей цехов, роль которых в обеспечении качества изделия является главной и решающей. Положения о системе бездефектного изготовления продукции, учитывающие специфику производства, разрабатываются на каждом предприятии.
Система бездефектного изготовления продукции предусматривает повседневное и неослабное внимание каждого работника, всего коллектива предприятия к качеству продукции.
Система бездефектного изготовления продукции является не только средством материального, но и морального стимулирования повышения качества продукции.
Система бездефектного изготовления продукции была разработана в середине 50 - х годов на промышленных предприятиях Саратовской области. В основе ее лежит количественная оценка качества труда рабочих. Качество труда отдельного исполнителя, бригады, цеха оценивается путем исчисления процента сдачи продукции ОТК с первого предъявления. При этом непосредственный исполнитель несет полную ответственность за качество выполненной им работы, не допускает отклонений от требований технической документации. ОТК возвращает продукцию на доработку исполнителю при первом обнаруженном дефекте. В зависимости от возвратов устанавливается размер премий.
Система бездефектного изготовления продукции предполагает осуществление массового самоконтроля выполняемых работ, оперативный контроль за качеством со стороны мастеров, начальников цехов и других руководителей, дальнейшее повышение ответственности исполнителей за выпуск продукции высокого качества.
Система бездефектного изготовления продукции предусматривает разработку планов улучшения качества, внедрение прогрессивных технологических процессов и средств контроля, повышение квалификации работников, осуществление материального и морального поощрения передовиков.
Система бездефектного изготовления продукции и сдачи ее с первого предъявления была разработана и внедрена на одном из машиностроительных предприятий г. Саратова. В основе этой системы лежит строгая ответственность каждого рабочего, и всего коллектива предприятия за высокое качество изготовляемой продукции. Продукцию сдают в отдел технического контроля (ОТК) только после того, когда непосредственные исполнители и руководители сами проконтролируют качество продукции. Если же ОТК обнаружит дефекты в этой продукции, то вторично сдать ее в ОТК после устранения брака может разрешить лишь начальник цеха, а сдачу в третий раз - только директор предприятия.